Ståltauets konstruksjoner
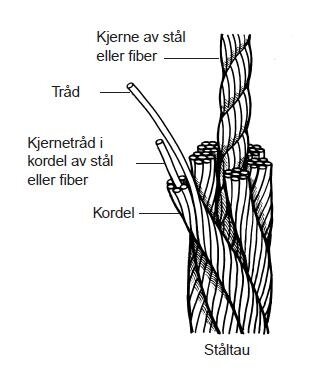
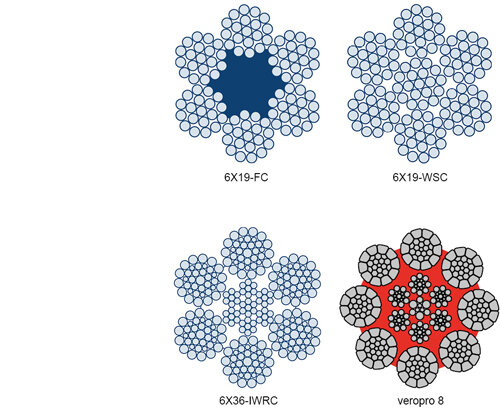
Hva er et ståltauEt ståltau er laget ved å slå individuelle ståltråder rundt hverandre for å danne en kordel, og så deretter flere kordeler rundt en senterkjerne for å bygge opp tauet. Ståltauet bygges opp av en kombinasjon av ståltråder, vanligvis av forskjellig tykkelse, hvor tykke tråder er godt egnet mot slitasje og korrosjon, mens tynne tråder gjør ståltauet mer fleksibelt. Som oftest brukes felles internasjonale betegnelser for å beskrive de vanligste ståltaukonstruksjonene. Avhengig av sammenheng og behov brukes det enten en forkortet betegnelse som f.eks. 6x36-FC, eller det kan være at mer av komplett beskrivelse som f.eks. 6x36WS-SFC 1960 B sZ Eksempel 6x36-FC
|
 |
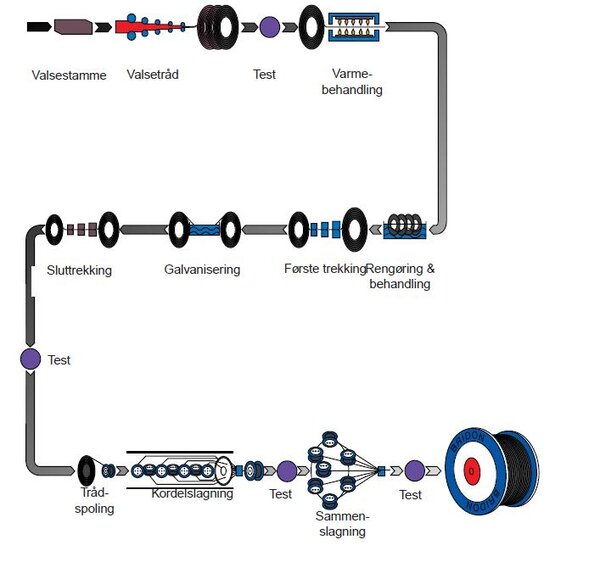
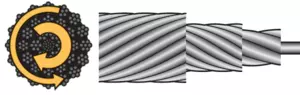
Fra stang til ståltau
|
Det er flere steg for å lage et ståltau som illustrert. Det begynner med at en stålstang valses tynnere og tynner til å bli en ståltråd. Denne blir deretter varmebehandlet for å få korrekt styrke, og så trekkes den gjennom noen dyser for å få korrekt diameter. Dersom det skal lages et galvanisert ståltau, så vil det også være et eget steg underveis at ståltrådene blir galvanisert. Kvaliteten på ståltrådene er helt avgjørende for kvaliteten på det ferdige ståltauet. Flere ståltråder blir deretter samlet og slått rundt hverandre for å lage en kordel, og deretter blir flere kordeler slått rundt en kjerne for å lage det ferdige ståltauet. Ståltråden Ståltråden er selve byggeklossen i ståltauet og er helt avgjørende for kvaliteten på det ferdige ståltauet. Ståltråden kan være ubehandlet (blank), galvanisert eller rustfri og herdes til forskjellige strekkfastheter. |
 |

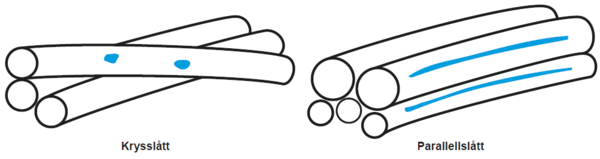
Oppbygging av kordelen
Kordelene er bygget opp av ståltråder i enten samme eller forskjellig dimensjon. I kordeler hvor det er flere lag med ståltråder i samme dimensjon vil hvert lag krysse hverandre (krysslått kordel). I kordeler hvor det er flere lag med ståltråder i forskjellige dimensjoner vil alle ståltrådene ligge parallelt (parallellslått kordel). I en krysslått kordel blir det innvendig punktvis slitasje hvor ståltrådene krysser over hverandres, mens det blir en jevnere innvendige slitasje i parallellslåtte kordeler.

 |
Ståltauets kjerne
Tauets kjerne, som er avgjørende for innvendig støtte, kan være laget av fiber, stål eller solid plast. Vanligvis brukes betegnelsen FC for en fiberkjerne og enten IWRC eller WSC for en stålkjerne.
Dersom ståltauet utsettes for høy arbeidstemperatur, hard påkjenning, høye arbeidshastigheter og spoling av flere lag på trommel vil stålkjerne være best egnet. Stålkjernen gir godt støtte til kordelene slik at ståltauet ikke like lett blir deformert, og det bidrar til en likere belastning mellom trådene i tauet. Noen ståltau har også innvendig plastlag for økt stabilitet, slitestyrke og redusert korrosjon. Slik plast tåler ikke høye arbeidstemperaturer.
 |
Ståltauets slagning
Ståltauets slagning er både en beskrivelse av både hvordan kordelene er slått rundt kjernen òg hvordan kordelene er tvunnet rundt seg selv. Ståltauet kan enten være høyreslått eller venstreslått, og er vanligvis enten krysslått eller langslått. Fordeler med krysslått ståltau er god motstand mot kinkdannelser og mot knusing ved spoling av flere lag på trommel. Fordelen med langslått ståltau er at hver yttertråd har stor anleggsflate som gir jevnere slitasje.
Høyre krysslått (sZ)
Kordelene er slått rundt kjernen mot høyre (Z) samtidig som at hver kordel er tvunnet rundt seg selv i motsatt retning (s).
Høyre langslått (zZ)
Kordelene er slått rundt kjernen mot høyre (Z) samtidig som at hver kordel er tvunnet rundt seg selv i samme retning (z).
Venstre krysslått (zS)
Kordelene er slått rundt kjernen mot venstre (S) samtidig som at hver kordel er tvunnet rundt seg selv i motsatt retning (z).
Venstre langslått (sS)
Kordelene er slått rundt kjernen mot venstre (S) samtidig som at hver kordel er tvunnet rundt seg selv i samme retning (s).
 |
Rotasjonsfattige ståltau
Rotasjonsfattige ståltau har flere lag med kordeler hvor det ytterste laget er slått motsatt retning rundt kjernen enn resten. Dette er gjort for at rotasjonene fra de forskjellige lagene skal balansere hverandre slik at ståltauet totalt sett nesten ikke roterer.
 |
For-forming og stigning
Forforming kan være et steg under tilvirkningen av ståltauet hvor hver kordel blir formet som en heliks før de slås rundt kjernen. Et annet ord for forforming er dødslåing.
Slaglengde
Slaglengden på et ståltau tilsvarer lengden for at en kordel går én runde rundt ståltauet.
 |
 |
Bruddstyrke
Bruddstyrken på ståltau oppgis vanligvis i kilonewton, men tonn er også ofte brukt.
Minimumsbruddstyrke
Minimumsbruddstyrken er minimumsverdien på hvor sterkt et helt nytt ståltau er ved testing.
Aktuell bruddstyrke
Aktuell bruddstyrke er bruddstyrken på en bestemt lengde med ståltau som er mål av produsenten eller av en tredjepart.
Beregnet bruddstyrke
Beregnet bruddstyrke er en teoretisk styrke av alle ståltrådene i ståltauet.


